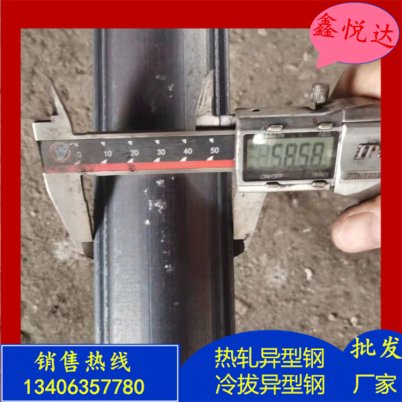
承德异型管厂家 58*17.5扶手扁钢价格
异型钢是复杂和异型断面型钢的简称,属于型钢的一种,并区别于简单断面型钢的叫法。根据工艺的不同,又可分为热轧异型钢、冷拔(冷拉)异型钢、冷弯异型钢、焊接异型钢等。通常异型钢特指热轧异型钢。热轧异型钢是区分方钢、圆钢、扁钢和常见形状的热轧型钢。
承德58*17.5扶手扁钢属于高强度耐热青铜,高温(4℃)下力学性能稳定,有良好的减摩性,在大气、淡水和海水中抗蚀性很好,热态下压力性良好,可热强化,可焊接,不易钎焊,切削性尚好。用于高强度的耐磨零件和高温下(4℃)工作的零件,如衬套、轴套、齿轮、球形座、螺母、法兰盘、滑座等以及其它各种重要的耐蚀耐磨零件。QAl11-6-6铝青铜;成分、性能和QAl1-4-4相近。用于高强度耐磨零件和5℃下工作的高温抗蚀耐磨零件。QAl5铝青铜;为不含其它元素的铝青铜。有较高的强度、性和耐磨性;在大气、淡水、海水和某些酸中耐蚀性高,可电焊、气焊,不易钎焊,能很好地承受在冷态或热态下承受压力,不能淬火回火强化,簧和其它要求耐蚀地性元件,齿轮摩擦轮,涡轮传动结构等,可作为QSn6.5-.4-3和4-4-4的代用品。QAl7铝青铜;性能用途和QAl5相似,因含铝量稍高,其强度较高。用途同QAl5。QAl9-2铝青铜;为含锰的铝青铜。
异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合 的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合 的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。
承德58*17.5扶手扁钢生产线工艺流程:采用先进技术1)采用侧进侧出可热装和冷装料的蓄热式步进梁式加热炉,提高了废气余热率,节省了能源消耗;采用热装工艺,有效的利用了钢坯余热,减少了 消耗。加热炉能力为16t/h(冷坯),2t/h(热坯)。炼钢连铸机生产的热坯通过辊道送到棒材生产线,实现连铸坯热送热装,热装温度≥65℃达9℃。热送热装率达87%以上。车间内设备采用高架布置,轧线设备布置在车间内+5.m的混凝土上。轧线主轧机均采用无牌坊高刚度短应力线轧机结构、直流电机单独传动,全线轧机采用平立交替布置,无扭轧制,粗轧和中轧采用微张力轧制,精轧机组采用活套无张力轧制,可保证产品的高精度。轧机以大重量连铸坯(16*16*12)为原料,采用全连续轧制。轧机强度高,电机功率大,粗轧机组电机功率均为618KW,单边轧制压力2KN,单边轧制力矩12KNm,轧制能力是国内同类型轧线的一到两倍,适合高速、低温轧制,能够满足各种钢种的控制轧制要求。轧机采用液压横移装置,以便快速更换孔型;轧机采用整体机架快速更换装置,备机的装配及调整均在轧辊机修间内预设定完成,可大大缩短更换品种的时间。采用切分轧制生产工艺。φ1-φ16螺纹钢采用三切分生产工艺。φ18-φ22螺纹钢采用二切分生产工艺,φ22两切分是目前国内规格的两切分轧制。精轧机组成品机架及成品前机架主电机功率为14KW(其他架次为1KW),高出国内其它生产线电机功率,可保证大规格产品进行切分轧制。
随着近几年来我国工业化水平的不断提高,我国生产轧制型钢的水平比上世纪已得到大幅度的提升。越来越多的关乎国计民生的型钢如大型H型钢、高铁重轨等逐步实现国产化,甚至有些还达到了先进水平。但是同时我们也发现,在好多中小型异型钢的生产和研发上,我国的异型钢生产厂家的水平和欧洲好多 的厂家相比还是有很大的差据。特别是在尺寸精度的控制和断面形状的细节上,好多产品还远远达不到他们的水平。近年来,好多民营厂家在认识到这一差距之后,认真学习、研究国外的先进工艺和生产经验,结合自己的生产实际,经过不断地摸索,在好多领域已经出了喜人的成绩。降低了国内客户的采购成本,提高了我国异型钢的生产水平。
异型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等
承德异型管厂家 58*17.5扶手扁钢价格退火组织应为球状珠光体。硬度约在18HBW左右。火对于某些簧钢,如汽车扭杆簧钢,在热时容易引起组织和性能不均匀,残留较大的内应力。采用正火可以使簧钢钢组织均匀细小,消除内应力,便于成形。终热2.1淬火簧钢淬火加热时,要特别注意防止表面脱碳、过热和过烧、晶界氧化等缺陷,必须在有保护气氛的加热炉内加热,或在簧钢上涂保护涂料后在炉中加热,然后根据钢种采用水或油冷却。如汽车用内孔φφ16mm的波形簧钢垫圈,为防止氢脆现象65Mn改用65#和7#钢,技术要求43-47HRC。